
Anzahl Durchsuchen:0 Autor:Site Editor veröffentlichen Zeit: 2026-01-29 Herkunft:Powered









Die Eloxierung vom Typ II eignet sich am besten für dekorative oder leichte Aluminiumteile, während die Eloxierung vom Typ III ideal für Umgebungen mit hoher Beanspruchung und hoher Abnutzung ist. Die folgende Tabelle zeigt die wichtigsten Unterschiede:
Besonderheit | Typ II | Typ III |
|---|---|---|
Haltbarkeit | Mäßig | Maximal |
Dicke | 5–25 μm | 25–100 μm |
Aussehen | Große Farboptionen | Begrenzte Farbauswahl |
Kosten (pro Teil) | 8 $ | 15 $ |
Typische Verwendungen | Verbraucher, Kosmetik | Industriell, stark beansprucht |
Die Auswahl der richtigen Eloxierung hängt von den Anwendungsanforderungen, der erwarteten Lebensdauer, dem Budget und dem Erscheinungsbild ab. Welden bietet beide Optionen und führt Sie durch die Anleitung „Wie finde ich heraus, ob Typ-II-Eloxierung für meine Aluminiumteile geeignet ist?“.
Die Eloxierung vom Typ II eignet sich am besten für dekorative und leichte Anwendungen und bietet eine große Auswahl an Farboptionen.
Die Eloxierung vom Typ III bietet maximale Haltbarkeit und Verschleißfestigkeit und ist somit ideal für anspruchsvolle und industrielle Umgebungen.
Berücksichtigen Sie bei der Wahl des Eloxierens die Betriebsumgebung. Typ II eignet sich für milde Bedingungen, während Typ III für raue Umgebungen geeignet ist.
Eloxieren vom Typ II ist kostengünstiger, während Typ III mit höheren Vorabkosten verbunden ist, aber einen länger anhaltenden Schutz bietet.
Bewerten Sie die ästhetischen Anforderungen Ihres Projekts; Typ II ermöglicht lebendige Farben, während Typ III nur eine begrenzte Farbauswahl bietet.
Berücksichtigen Sie stets Dickenänderungen aufgrund des Eloxierens. Typ II fügt 5–25 µm hinzu, während Typ III 25–100 µm hinzufügt.
Konsultieren Sie Experten wie Welden, um sicherzustellen, dass der richtige Eloxalprozess Ihren Projektanforderungen und -standards entspricht.
Wenn Sie die spezifischen Anforderungen Ihrer Anwendung verstehen, können Sie die am besten geeignete Eloxierungsart für optimale Leistung auswählen.
Beim Eloxieren handelt es sich um einen elektrochemischen Prozess, der die Oberfläche von Aluminium in eine dauerhafte, korrosionsbeständige Oxidschicht umwandelt. Dieser Prozess findet in einer kontrollierten Umgebung statt, üblicherweise unter Verwendung eines Schwefelsäurebades. Wenn ein elektrischer Strom durch das Aluminiumteil fließt, reagiert die Oberfläche mit Sauerstoff unter Bildung von Aluminiumoxid. Diese Oxidschicht wird zu einem integralen Bestandteil des Metalls und nicht nur zu einer darüberliegenden Beschichtung.
Der Eloxierungsprozess umfasst mehrere wichtige Schritte:
Reinigen des Aluminiums, um Verunreinigungen zu entfernen.
Eintauchen des Teils in ein saures Elektrolytbad.
Anlegen eines elektrischen Stroms, um eine Oxidation auszulösen.
Versiegelung der Oberfläche, um die schützenden Eigenschaften zu sichern.
Die chemischen Reaktionen beim Eloxieren lassen sich wie folgt zusammenfassen:
2Al + 3H2O → Al2O3 + 6H+ + 6e−
4Al + 6(H2SO4) → 2Al2O3 + 6(SO−3) + 3(H2)g + 6H+ + 6e−
Dieser Prozess verbessert die Oberfläche durch Erhöhung der Härte, Verbesserung der Korrosionsbeständigkeit und Bereitstellung elektrischer Isolierung.
Hersteller entscheiden sich für das Eloxieren von Aluminiumteilen, um eine Reihe funktionaler und ästhetischer Vorteile zu erzielen. Der Prozess schützt nicht nur das Metall, sondern verbessert auch sein Aussehen und seine Leistung in anspruchsvollen Umgebungen.
Nutzen | Beschreibung |
|---|---|
Korrosionsbeständigkeit | Die Oxidschicht wirkt wie ein Schutzschild und hilft Teilen, unter rauen Bedingungen wie Offshore-, Luft- und Raumfahrt- und Industrieumgebungen zu überleben. |
Haltbarkeit | Die Oberfläche ist kratzfest und robust, ideal für Teile, die regelmäßiger Nutzung oder Handhabung ausgesetzt sind. |
Elektrische Isolierung | Die eloxierte Schicht ist nicht leitend, verhindert Kurzschlüsse und erhöht die Sicherheit in der Nähe von Kabeln oder Elektronik. |
Sauberer Look | Klare oder schwarze Oberflächen sorgen für ein professionelles und poliertes Erscheinungsbild und eignen sich für kundenorientierte Teile. |
Geringer Wartungsaufwand | Eloxierte Teile lassen sich leichter reinigen und nutzen sich mit der Zeit weniger ab oder blättern weniger ab. |
Starke Farbstoffretention | Beim Einfärben ist die Oberfläche lichtbeständiger als Farb- oder Pulverbeschichtungen. |
Bessere Haftung | Eloxierte Oberflächen verbessern die Haftung von Farbe oder Kleber und sind nützlich für die nachfolgende Montage. |
Wiederholbarkeit | Der Prozess liefert über Chargen hinweg konsistente Ergebnisse. |
Eloxieren bietet eine zuverlässige Möglichkeit, die Lebensdauer von Aluminiumkomponenten zu verlängern und gleichzeitig ein gleichmäßiges und attraktives Finish zu erhalten.
Welden zeichnet sich als vertrauenswürdiger Anbieter fortschrittlicher Eloxierungs- und Veredelungsdienste aus. Das Unternehmen nutzt modernste Technologie und handwerkliches Können, um qualitativ hochwertige Ergebnisse für eine Vielzahl von Branchen zu liefern. Zu den Oberflächenbehandlungen von Welden gehören Eloxieren, Beschichten, Plattieren und Polieren. Diese Prozesse tragen dazu bei, Aluminiumteile vor Korrosion und Verschleiß zu schützen und gleichzeitig ihr Aussehen zu verbessern.
Das Fachwissen von Welden deckt alle Phasen der Produktion ab, von der ersten Fertigung bis zur Endbearbeitung. Das Team stellt sicher, dass jedes Teil strengen Qualitätsstandards und Kundenanforderungen entspricht. Die Eloxierungsdienste von Welden erfüllen sowohl dekorative als auch funktionale Anforderungen und eignen sich daher für Konsumgüter, Industrieanlagen und Spezialanwendungen.
Das Engagement von Welden für Innovation und Qualitätskontrolle stellt sicher, dass jedes eloxierte Aluminiumteil in seiner vorgesehenen Umgebung zuverlässig funktioniert.
Das Eloxieren vom Typ II ist eine weit verbreitete Methode zur Veredelung von Aluminiumoberflächen. Der Prozess beginnt mit der gründlichen Reinigung des Aluminiumteils, um eventuelle Verunreinigungen zu entfernen. Anschließend wird das Teil in ein Schwefelsäure-Elektrolytbad getaucht. Ein elektrischer Strom fließt durch das Bad, wodurch die Oberfläche des Aluminiums oxidiert und eine kontrollierte, gleichmäßige Oxidschicht bildet. Diese Schicht wird zu einem integralen Bestandteil des Metalls und sorgt für ein vielseitiges und langlebiges Finish.
Industriestandards legen fest, dass das Eloxieren vom Typ II typischerweise eine Beschichtungsdicke im Bereich von 0,0001 bis 0,001 Zoll erzeugt. Diese dünnere Schicht bietet Flexibilität für eine Vielzahl von Anwendungen, insbesondere dort, wo enge Toleranzen wichtig sind. Die folgende Tabelle vergleicht die Dicke und Haltbarkeit der Eloxierung vom Typ II mit der Eloxierung vom Typ III:
Eloxierungstyp | Typische Dicke | Haltbarkeit |
|---|---|---|
Typ II | 0,0001'–0,001' | Dünner, vielseitig |
Typ III | 0,0005'–0,003' | Dicker, geeignet für extreme Bedingungen |
Die fortschrittlichen Anodisierungslinien von Welden gewährleisten eine präzise Kontrolle des Prozesses, was zu gleichbleibender Qualität und zuverlässigem Korrosionsschutz an Aluminiumteilen führt.
Die Eloxierung vom Typ II kommt einer Vielzahl von Branchen zugute, da sie ein ausgewogenes Verhältnis von Leistung, Aussehen und Kosteneffizienz bietet. Das Verfahren bietet eine mäßige Korrosionsbeständigkeit und eignet sich daher für Umgebungen, in denen die Einwirkung von Feuchtigkeit oder Chemikalien ein Problem darstellt. Die Oxidschicht verbessert außerdem die Kratzfestigkeit und trägt dazu bei, das Aussehen des Teils im Laufe der Zeit zu erhalten.
Eines der herausragenden Merkmale der Typ-II-Eloxierung ist die große Auswahl an Farboptionen. Die poröse Beschaffenheit der Oxidschicht ermöglicht ein tiefes Eindringen des Farbstoffs, was zu lebendigen und langlebigen Oberflächen führt. Die folgende Tabelle zeigt gängige Farbauswahlen und ihre Auswirkungen auf Ästhetik und Anwendungen:
Farbe | Ästhetische Wirkung | Anwendungen |
|---|---|---|
Klar/Silber | Behält das natürliche Aluminium-Erscheinungsbild bei und erhöht die Haltbarkeit und Korrosionsbeständigkeit | Architektur-, Elektronik- und Automobilkomponenten |
Schwarz | Bietet ein edles Aussehen, hervorragende UV-Beständigkeit und Korrosionsschutz | Architekturelemente, Unterhaltungselektronik |
Blau | Von pastellfarben bis kräftig, vielseitig im Design | Luft- und Raumfahrt, Medizinindustrie, Unterhaltungselektronik |
Red | Mutig und auffällig, ideal für eindrucksvolle Bilder | Automobilteile, medizinische Geräte, Modeaccessoires |
Grün | Natürlich und erfrischend, weckt Nachhaltigkeit | Architektonische Elemente, umweltfreundliche Produkte |
Gold | Luxuriöses Finish, beliebt für Dekorationsartikel | Schmuck, dekorative Hardware, High-End-Produkte |
Benutzerdefinierte Farben | Ermöglicht einzigartige Designs und Branding-Möglichkeiten | Verschiedene Anwendungen, zugeschnitten auf die Unternehmensbedürfnisse |
Das Fachwissen von Welden im Bereich dekorativer und funktionaler Eloxierung stellt sicher, dass jedes Teil eine auf seinen Verwendungszweck zugeschnittene Oberfläche erhält, sei es für die optische Attraktivität oder für eine längere Haltbarkeit.
Für viele Verbraucher- und Gewerbeprodukte ist die Eloxierung vom Typ II die bevorzugte Wahl. Aufgrund seiner Vielseitigkeit eignet es sich ideal für Anwendungen, bei denen Aussehen, mäßiger Korrosionsschutz und Kosten entscheidende Faktoren sind. Zu den häufigen Verwendungszwecken gehören:
Gehäuse und Blenden für Unterhaltungselektronik
Automobilverkleidungs- und Innenausstattungskomponenten
Architekturbeschläge und Einrichtungsgegenstände
Gehäuse für medizinische Geräte
Sportartikel und Outdoor-Ausrüstung
Hersteller entscheiden sich für die Eloxierung Typ II, wenn sie zuverlässige Korrosionsbeständigkeit, eine große Auswahl an Farboptionen und eine kostengünstige Lösung für Aluminiumteile benötigen. Die umfassenden Endbearbeitungsdienste von Welden unterstützen sowohl Großserienproduktion als auch kundenspezifische Projekte und stellen sicher, dass jede Komponente strenge Qualitäts- und Leistungsstandards erfüllt.
Beim Eloxieren vom Typ III, auch Hartschichtanodisieren genannt, entsteht auf Aluminiumoberflächen eine viel dickere und dichtere Oxidschicht im Vergleich zum Standardeloxieren. Der Prozess beginnt mit einer gründlichen Reinigung des Aluminiumteils. Anschließend wird das Teil in ein gekühltes Schwefelsäurebad getaucht. Die Bediener legen einen höheren Strom an und halten eine niedrigere Temperatur aufrecht als beim Eloxieren vom Typ II. Durch diese Kombination entsteht eine harte, verschleißfeste Schicht, die sich mit dem Grundmetall verbindet.
Die resultierende Schicht ist typischerweise zwischen 25 und 150 Mikrometer (µm) dick. Diese erhöhte Dicke ist entscheidend für Anwendungen, die maximale Haltbarkeit erfordern. Die Hartlackschicht erreicht Härtewerte im Bereich HV 400–500+, was die Widerstandsfähigkeit der Oberfläche gegen Abrieb und mechanische Beanspruchung deutlich erhöht. Die dichte Struktur der Schicht sorgt zudem für eine hervorragende elektrische Isolierung und Korrosionsbeständigkeit.
Die Eloxierung vom Typ III kommt Industrien zugute, die eine zuverlässige Leistung von Komponenten unter extremen Bedingungen benötigen. Das Verfahren bietet eine hervorragende Abriebfestigkeit und eignet sich daher ideal für Teile, die häufigen Bewegungen oder Kontakt mit anderen Oberflächen ausgesetzt sind. Die dicke Oxidschicht reduziert den reibungsbedingten Verschleiß und verlängert die Lebensdauer von Aluminiumteilen.
Zu den Hauptvorteilen der Typ-III-Anodisierung gehören:
Außergewöhnliche Verschleißfestigkeit aufgrund der hohen Härte der Hartlackschicht.
Erhöhter Korrosionsschutz, auch in aggressiven Umgebungen.
Verbesserte thermische Stabilität, sodass Teile bei erhöhten Temperaturen betrieben werden können.
Konsistente Leistung bei großen Produktionsläufen.
Die fortschrittlichen Endbearbeitungsfunktionen von Welden stellen sicher, dass jedes Eloxierungsprojekt vom Typ III strengen Qualitätsstandards entspricht. Die Expertise des Unternehmens im Bereich der Harteloxierung ermöglicht eine präzise Kontrolle der Schichtdicke und Gleichmäßigkeit, was zu leistungsstarken Oberflächen für anspruchsvolle Anwendungen führt.
Die Eloxierung vom Typ III ist die bevorzugte Wahl für Aluminiumteile, die in rauen oder stark beanspruchten Umgebungen eingesetzt werden. Branchen verlassen sich auf diesen Prozess, um kritische Komponenten zu schützen und die Leistung über einen längeren Zeitraum aufrechtzuerhalten. Zu den gängigen Anwendungen gehören:
Luft- und Raumfahrt: Fahrwerks- und Triebwerksteile von Flugzeugen erfordern die Haltbarkeit und Korrosionsbeständigkeit, die das Eloxieren vom Typ III bietet.
Marine: Hardware, die Salzwasser ausgesetzt ist, profitiert von der dicken Schutzschicht.
Chemische Verarbeitung: Gehäuse und Halterungen, die Industriechemikalien ausgesetzt sind, werden zum Langzeitschutz mit Eloxierung vom Typ III versehen.
Hochtemperaturbetrieb: Komponenten, die über 200 °F funktionieren, hängen von der thermischen Stabilität der Hartbeschichtung ab.
Die Vielseitigkeit des Eloxierens vom Typ III erstreckt sich auf die Bereiche Militär, Automobil und Schwermaschinen. Welden liefert Hochleistungsoberflächen, die den Anforderungen dieser Branchen gerecht werden, und stellt sicher, dass jedes Teil die optimale Schichtdicke und Härte für den vorgesehenen Verwendungszweck erhält.
Für Projekte, die maximale Haltbarkeit, hervorragende Abriebfestigkeit und langanhaltenden Schutz erfordern, ist die Typ-III-Eloxierung der Industriestandard.
Haltbarkeit und Verschleißfestigkeit sind entscheidende Faktoren bei der Auswahl eines Eloxierungsverfahrens für Aluminiumteile. Die Eloxierung vom Typ II bietet einen mäßigen Schutz und eignet sich daher für Komponenten, die leichtem bis mäßigem Verschleiß ausgesetzt sind. Die bei diesem Prozess gebildete Schutzschicht bietet zuverlässige Korrosionsbeständigkeit und trägt dazu bei, dass das Aussehen der Teile über einen langen Zeitraum erhalten bleibt. In Umgebungen, in denen Abrieb oder wiederholter Kontakt häufig vorkommen, sticht jedoch die Eloxierung vom Typ III hervor.
Durch die Eloxierung vom Typ III, oft auch als Hardcoat-Anodisierung bezeichnet, entsteht eine viel dickere und dichtere Schutzschicht. Dies führt zu einer außergewöhnlichen Verschleißfestigkeit, sodass die Teile starker mechanischer Beanspruchung und häufigem Gebrauch standhalten. Die Hartlackschicht ist nicht nur kratzfest, sondern verlängert auch die Lebensdauer von Aluminiumkomponenten in anspruchsvollen Anwendungen.
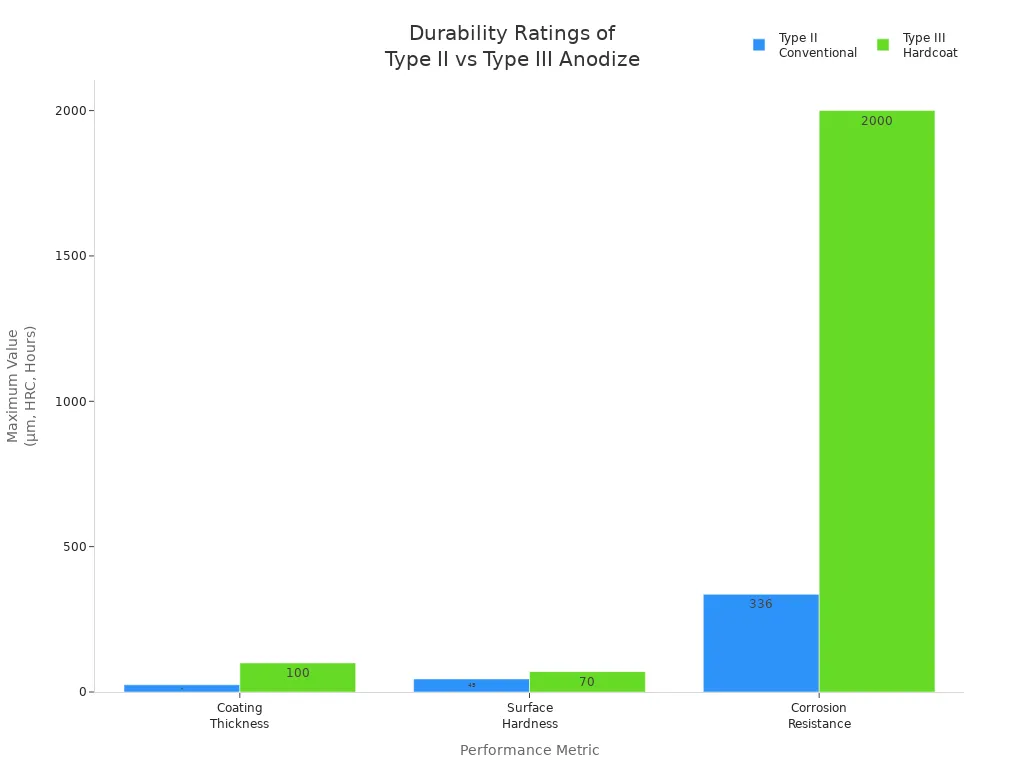
Die folgende Tabelle fasst die Haltbarkeitsbewertungen gemäß ASTM-Standards zusammen:
Leistungsmetrik | Typ II (konventionell eloxiert) | Typ III (Hartbeschichtung eloxiert) |
|---|---|---|
Beschichtungsdicke | 0,0002″ – 0,001″ (5 – 25 µm) | 0,001″ – 0,004″ (25 – 100 µm) |
Oberflächenhärte | 30 – 45 HRC (200 – 400 HV) | 60 – 70 HRC (600 – 700 HV) |
Abriebfestigkeit | Mäßig | Exzellent |
Korrosionsbeständigkeit | 336+ Stunden | 1000 – 2000+ Stunden |
Eloxieren vom Typ III ist die bevorzugte Wahl für Teile, die einer Umgebung mit hohem Verschleiß ausgesetzt sind, wie z. B. Industriemaschinen, Komponenten für die Luft- und Raumfahrt sowie Schiffszubehör. Das Eloxieren vom Typ II bleibt eine kostengünstige Lösung für dekorative oder leicht genutzte Teile.
Auch die durchschnittliche Lebensdauer dieser Beschichtungen spiegelt deren Haltbarkeit wider:
Beschichtungstyp | Durchschnittliche Lebensdauer | Notizen |
|---|---|---|
Typ II eloxiert | 10-15 Jahre | Kürzere Lebensdauer, insbesondere in stark beanspruchten Umgebungen |
Typ III eloxiert | 15-20+ Jahre | Längere Lebensdauer, langlebiger unter schwierigen Bedingungen |
Die Eloxierung vom Typ II hält in Außenumgebungen normalerweise 10–15 Jahre.
Die Eloxierung vom Typ III kann je nach Wartung und Belastung 15 bis 20 Jahre oder länger halten.
Die Dicke und Härte der Eloxalschicht spielen eine direkte Rolle für die Leistung von Aluminiumteilen. Beim Eloxieren vom Typ II entsteht eine dünnere Schutzschicht, normalerweise zwischen 5 und 25 Mikrometer. Dies reicht für viele Verbraucherprodukte und Anwendungen aus, bei denen enge Toleranzen wichtig sind. Die beim Eloxieren vom Typ II erreichte Oberflächenhärte liegt zwischen 200 und 400 HV (Vickers) und ist damit deutlich höher als bei unbehandeltem Aluminium.
Beim Eloxieren vom Typ III hingegen entsteht eine viel dickere Schicht – typischerweise 25 bis 100 Mikrometer. Dieses Hartbeschichtungsverfahren führt zu Oberflächenhärtewerten zwischen 600 und 700 HV, die mit der Härte von Edelstahl mithalten oder diese sogar übertreffen. Die erhöhte Dicke und Härte sorgen für eine hervorragende Verschleißfestigkeit und Schutz vor mechanischen Beschädigungen.
Die folgende Tabelle vergleicht Schichtdicke, Oberflächenhärte und Korrosionsbeständigkeit für beide Eloxierungsarten visuell:
Ein Vergleich der Härtewerte gängiger Materialien:
Material | Härte (Vickers) |
|---|---|
Unbehandelte Aluminiumlegierung 6082 | HV 100 – 120 |
Hartanodisierte Legierung | HV 400 – 460 |
Edelstahl | HV 300 – 350 |
Weichstahl | HV 200 – 220 |
Die Hartbeschichtung aus der Typ-III-Eloxierung bietet ein Maß an Verschleißfestigkeit und Oberflächenschutz, das bei Standard-Eloxierungsprozessen unerreicht ist.
Aussehen und Farbflexibilität sind für viele Branchen wichtige Aspekte. Die Eloxierung vom Typ II bietet eine große Auswahl an Farboptionen, darunter klare, schwarze, blaue, rote, grüne, goldene und kundenspezifische Farbtöne. Durch die poröse Beschaffenheit der Schutzschicht können Farbstoffe tief eindringen, was zu lebendigen und langlebigen Oberflächen führt. Dies macht das Eloxieren vom Typ II ideal für Konsumgüter, Elektronik und architektonische Elemente, bei denen es auf die Ästhetik ankommt.
Die Eloxierung vom Typ III ist zwar hinsichtlich der Verschleißfestigkeit überlegen, bietet jedoch eine eingeschränktere Farbauswahl. Die dichte und dicke Schutzschicht schränkt die Farbabsorption ein, sodass die meisten mit Typ-III-Eloxierung behandelten Teile in Grau-, Dunkelbronze- oder Schwarztönen erscheinen. Diese Oberflächen sind hochfunktionell und bieten eine hervorragende Korrosionsbeständigkeit, bieten jedoch nicht den gleichen Grad an optischer Individualisierung wie die Eloxierung vom Typ II.
Eloxieren vom Typ II eignet sich am besten für Projekte, die sowohl dekorativen Reiz als auch mäßigen Schutz erfordern.
Die Eloxierung vom Typ III wird gewählt, wenn maximale Haltbarkeit und Verschleißfestigkeit oberste Priorität haben, auch wenn die Farboptionen begrenzt sind.
Das Fachwissen von Welden stellt sicher, dass jeder Eloxalprozess das richtige Gleichgewicht zwischen Aussehen, Leistung und Schutz für Ihre Anwendung bietet.
Bei der Auswahl des richtigen Eloxierungsverfahrens für Aluminiumteile spielen die Kosten eine wichtige Rolle. Das Eloxieren vom Typ II ist im Allgemeinen kostengünstiger als das Eloxieren vom Typ III. Der Prozess für Typ II benötigt weniger Energie, arbeitet bei höheren Temperaturen und verwendet geringere Stromdichten. Diese Faktoren senken die Betriebskosten und machen Typ II für viele Anwendungen zu einer kostengünstigen Wahl.
Beim Eloxieren vom Typ III, auch Hardcoat-Anodisieren genannt, handelt es sich um einen intensiveren Prozess. Es erfordert niedrigere Badtemperaturen und höhere Stromdichten. Diese Bedingungen erhöhen den Energieverbrauch und verlängern die Verarbeitungszeiten. Die durch Typ III erzeugte dickere und dichtere Oxidschicht erfordert außerdem eine präzisere Steuerung und spezielle Ausrüstung. Dadurch sind die Kosten pro Teil höher.
Die folgende Tabelle fasst die typischen Kostenunterschiede zusammen:
Eloxierungstyp | Durchschnittliche Kosten pro Teil | Hauptkostentreiber |
|---|---|---|
Typ II | 8 $ | Weniger Energie, schnellere Verarbeitung |
Typ III | 15 $ | Höhere Energie, längere Verarbeitung |
Tipp: Berücksichtigen Sie bei der Budgetierung eines Projekts nicht nur die Anschaffungskosten, sondern auch die potenziellen Einsparungen durch geringeren Wartungsaufwand und eine längere Lebensdauer der Teile, insbesondere in Umgebungen mit hohem Korrosionsrisiko.
Für Großserienproduktionen, bei denen Aussehen und mäßiger Schutz Priorität haben, bietet die Eloxierung vom Typ II ein hervorragendes Preis-Leistungs-Verhältnis. Bei kritischen Komponenten, die starkem Verschleiß oder aggressiven Umgebungen ausgesetzt sind, können die höheren Vorabkosten von Typ III durch seine überlegene Haltbarkeit und Korrosionsbeständigkeit gerechtfertigt werden.
Die Wahl zwischen Eloxierung Typ II und Typ III hängt von den spezifischen Anforderungen Ihrer Anwendung ab. Jeder Prozess bietet einzigartige Vorteile, die auf unterschiedliche Leistungsanforderungen abgestimmt sind.
Das Eloxieren vom Typ II eignet sich am besten für:
Konsumgüter, bei denen Aussehen und Farbvielfalt wichtig sind.
Teile, die in Innenräumen oder milden Außenumgebungen einen mäßigen Korrosionsschutz erfordern.
Bauteile mit engen Maßtoleranzen.
Anwendungen, bei denen die Kostenkontrolle im Vordergrund steht.
Das Eloxieren vom Typ III ist ideal für:
Industriemaschinen und -geräte, die starkem Verschleiß ausgesetzt sind.
Luft- und Raumfahrt- und Schiffskomponenten, die rauen Umgebungen ausgesetzt sind und maximale Korrosionsbeständigkeit erfordern.
Teile, die häufiger Reinigung, Abrieb oder chemischer Einwirkung standhalten müssen.
Anwendungen, bei denen eine längere Lebensdauer und minimaler Wartungsaufwand entscheidend sind.
Die folgende Checkliste kann Ihnen bei Ihrer Entscheidung helfen:
Bewerten Sie die Betriebsumgebung: Wird das Teil starkem Verschleiß, Abrieb oder aggressiven Chemikalien ausgesetzt sein?
Bestimmen Sie die Bedeutung des Aussehens: Ist eine breite Farbpalette oder eine dekorative Veredelung erforderlich?
Bewerten Sie Budgetbeschränkungen: Sind die Anschaffungskosten oder die langfristige Haltbarkeit wichtiger?
Berücksichtigen Sie die Maßanforderungen: Muss das Teil nach dem Eloxieren enge Toleranzen einhalten?
Hinweis: Das Team von Welden kann Ihnen fachkundige Beratung bieten, um den richtigen Eloxalprozess an die Anforderungen Ihres Projekts anzupassen und so optimale Leistung und Schutz vor Korrosion zu gewährleisten.
Durch sorgfältige Bewertung dieser Faktoren können Ingenieure und Käufer die am besten geeignete Eloxierungsart für ihre Aluminiumteile auswählen und dabei Kosten, Leistung und Langlebigkeit in Einklang bringen.
Die Auswahl der richtigen Oberflächenbehandlung für Ihre Aluminiumkomponenten ist ein entscheidender Schritt zur Gewährleistung optimaler Leistung und Langlebigkeit. Die Frage: Woher weiß ich, ob die Eloxierung Typ II für meine Aluminiumteile geeignet ist? erfordert eine sorgfältige Bewertung mehrerer Faktoren. Dieser Abschnitt hilft Ihnen bei der Navigation durch den Entscheidungsprozess, indem er wichtige Überlegungen untersucht, Szenarien vergleicht, in denen Typ II dem Typ III vorzuziehen ist, und die wichtigsten Einschränkungen der Eloxierung vom Typ II darlegt.
Bei der Entscheidung, ob das Eloxieren vom Typ II für meine Aluminiumteile geeignet ist, ist es wichtig, die spezifische Umgebung, den erwarteten Verschleiß, die gewünschte Ästhetik und die Budgetbeschränkungen zu beurteilen. Jeder dieser Faktoren spielt bei der endgültigen Entscheidung eine wichtige Rolle.
Betriebsumgebung : Die Eloxierung vom Typ II eignet sich gut für Innen- und milde Außenumgebungen. Es bietet einen mäßigen Korrosionsschutz und eignet sich daher für Teile, die keinen aggressiven Chemikalien oder ständigem Abrieb ausgesetzt sind.
Verschleiß und Nutzung : Wenn Ihre Teile einer leichten bis mäßigen Handhabung ausgesetzt sind, sorgt die Eloxierung vom Typ II für ausreichende Haltbarkeit. Es ist nicht für Anwendungen mit hohem Verschleiß oder hoher Beanspruchung vorgesehen.
Ästhetische Anforderungen : Eloxieren vom Typ II unterstützt eine breite Palette lebendiger Farben und Oberflächen. Dies macht es ideal für Konsumgüter, Elektronik und architektonische Elemente, bei denen das Erscheinungsbild im Vordergrund steht.
Kostenüberlegungen : Projekte mit strengen Budgetanforderungen profitieren oft von der Kosteneffizienz der Typ-II-Eloxierung. Der Prozess ist weniger energieintensiv und schneller als Hardcoat-Optionen.
Ein weiterer wichtiger Aspekt ist die Verantwortung für die Umwelt. Die folgende Tabelle fasst die wichtigsten Umweltfaktoren zusammen, die bei der Bewertung zu berücksichtigen sind. Wie kann ich herausfinden, ob die Eloxierung vom Typ II für meine Aluminiumteile geeignet ist?:
Umweltfaktor | Beschreibung |
|---|---|
Management gefährlicher Chemikalien | Der ordnungsgemäße Umgang mit Chemikalien wie Schwefel- und Chromsäure ist für die Vermeidung gefährlicher Abfälle von entscheidender Bedeutung. |
Energieverbrauch | Das Eloxieren erfordert viel Strom; Der Einsatz erneuerbarer Energien kann den CO2-Fußabdruck verringern. |
Nachhaltigkeit des Eloxierungsprozesses | Die eloxierte Schicht ist ungiftig, erhöht die Haltbarkeit und trägt so zu einer geringeren Materialverschwendung bei. |
Das Team von Welden bietet fachkundige Beratung, um Ihnen bei der Beurteilung dieser Faktoren und der Auswahl der am besten geeigneten Eloxierungslösung für Ihre Anwendung zu helfen.
Wissen Sie, wie ich herausfinden kann, ob die Eloxierung Typ II für meine Aluminiumteile geeignet ist? Dabei werden die Vorteile von Typ II mit denen von Typ III verglichen. Typ II ist in den folgenden Szenarien die bevorzugte Wahl:
Ästhetische Flexibilität : Wenn Ihre Teile eine bestimmte Farbe oder ein dekoratives Finish erfordern, liefert die Eloxierung vom Typ II hervorragende Ergebnisse. Das Verfahren ermöglicht eine tiefe Farbstoffpenetration und eine breite Farbpalette.
Enge Toleranzen : Bei Bauteilen, die präzise Abmessungen einhalten müssen, minimiert die dünnere Oxidschicht vom Typ II Maßänderungen.
Moderate Einsatzbedingungen : Wenn Ihre Teile keinem extremen Abrieb, starker mechanischer Beanspruchung oder aggressiven Chemikalien ausgesetzt sind, bietet Typ II ausreichenden Schutz.
Kosteneffizienz : Projekte mit großen Produktionsmengen oder begrenzten Budgets profitieren von den geringeren Verarbeitungskosten der Typ-II-Eloxierung.
Berücksichtigen Sie bei der Beurteilung, ob das Eloxieren vom Typ II für meine Aluminiumteile geeignet ist, die folgende Checkliste:
Das Teil wird in einer kontrollierten Umgebung oder in Innenräumen verwendet.
Aussehen und Farbanpassung sind wichtig.
Die Anwendung erfordert keinen hohen Verschleiß oder eine aggressive Einwirkung.
Budgetbeschränkungen begünstigen einen wirtschaftlicheren Prozess.
Die Spezialisten von Welden können Sie bei diesen Überlegungen unterstützen und sicherstellen, dass Ihre Teile das optimale Finish für den vorgesehenen Verwendungszweck erhalten.
Obwohl das Eloxieren vom Typ II viele Vorteile bietet, ist es wichtig, seine Grenzen zu erkennen, wenn man entscheidet, ob das Eloxieren vom Typ II für meine Aluminiumteile geeignet ist. Das Verfahren ist möglicherweise nicht für jede Anwendung geeignet, insbesondere wenn maximale Haltbarkeit erforderlich ist.
Die Eloxierung vom Typ II ist nicht für Anwendungen mit hohem Verschleiß geeignet.
MIL-PRF-8625F spezifiziert keine Verschleißindexanforderungen für Typ II, was auf einen Mangel an messbarer Verschleißfestigkeit hinweist.
Die poröse Beschaffenheit der Typ-II-Beschichtung macht sie anfällig für Abriebschäden und Umweltschäden.
Typ II bietet eine ausreichende Haltbarkeit für Innenanwendungen, ist jedoch im Hinblick auf die Verschleißfestigkeit schlechter als Typ III und Pulverbeschichtung.
Typ II ist aufgrund seiner porösen Beschaffenheit möglicherweise nicht ideal für Anwendungen, die eine hohe Korrosions- oder Abriebfestigkeit erfordern.
Für Teile, die häufigem Abrieb, aggressiven Chemikalien oder der Einwirkung im Freien standhalten müssen, bieten Eloxierung vom Typ III oder alternative Beschichtungen möglicherweise einen besseren Langzeitschutz.
Die Beratungsdienste von Welden können Ihnen dabei helfen, diese Einschränkungen zu überwinden und das beste Eloxierungsverfahren für Ihr Projekt auszuwählen. Ihr Fachwissen stellt sicher, dass jedes Teil das richtige Gleichgewicht zwischen Schutz, Aussehen und Kosteneffizienz erhält.
Die Auswahl des optimalen Eloxierungsverfahrens für Ihre Aluminiumteile erfordert ein klares Verständnis sowohl der Anwendungsumgebung als auch der mechanischen Anforderungen, die an jede Komponente gestellt werden. Die richtige Wahl gewährleistet langfristige Leistung, Kosteneffizienz und die Einhaltung von Industriestandards.
Bei der Auswahl spielen die Betriebsumgebung und die mechanischen Anforderungen eine entscheidende Rolle. Berücksichtigen Sie die folgenden Faktoren:
Eloxieren vom Typ II eignet sich gut für Projekte, bei denen Farbvielfalt und optische Attraktivität im Vordergrund stehen. Es ist für Teile geeignet, die mäßigem Verschleiß und nicht aggressiven Umgebungen ausgesetzt sind.
Beim Eloxieren vom Typ III, auch Hartanodisieren genannt, entsteht eine dickere und robustere Oxidschicht. Dies macht es ideal für Anwendungen, die einen starken Schutz erfordern, insbesondere in rauen Umgebungen wie Luft- und Raumfahrt, Militär und Schwermaschinen.
Industrielle und militärische Anwendungen erfordern häufig die erhöhte Haltbarkeit der Eloxierung vom Typ III, da diese Teile häufigem Abrieb und mechanischer Beanspruchung standhalten müssen.
Tipp: Bewerten Sie immer die voraussichtliche Belastung durch Chemikalien, extreme Temperaturen und mechanische Belastungen, bevor Sie Ihren Eloxierungsprozess abschließen.
Budgetbeschränkungen und gewünschte Ästhetik können die Wahl zwischen Eloxierung vom Typ II und Typ III erheblich beeinflussen. Zu den wichtigsten Überlegungen gehören:
Das Eloxieren vom Typ II ist im Allgemeinen kostengünstiger und daher eine bevorzugte Option für große Produktionsläufe oder wenn Kostenkontrolle unerlässlich ist.
Sonderfarben können die Kosten erhöhen, insbesondere bei kleineren Chargen. Standardfarben bieten eine wirtschaftlichere Lösung.
Die Bestellmenge wirkt sich auf die Preisgestaltung aus. Größere Volumina senken in der Regel die Kosten pro Stück, wodurch großvolumige Projekte kostengünstiger werden.
Wenn Aussehen und Branding wichtig sind, bietet die Eloxierung vom Typ II eine breitere Palette an Farboptionen. Für Projekte, bei denen die Haltbarkeit wichtiger ist als die Ästhetik, bleibt Typ III die bessere Wahl.
Die Einhaltung von Industriestandards ist von entscheidender Bedeutung, insbesondere für Branchen wie Luft- und Raumfahrt und medizinische Geräte. In der folgenden Tabelle sind die wichtigsten Anforderungen aufgeführt:
Standardtyp | Beschreibung |
|---|---|
Eloxieren vom Typ II | Erhöht die Korrosions- und Kratzfestigkeit und ermöglicht das Färben |
Eloxieren vom Typ III | Bietet eine dichte und haltbare Beschichtung für maximale Kratz- und Verschleißfestigkeit |
Sterilisationsbeständigkeit | Muss 50 bis 100 Sterilisationszyklen ohne Integritätsverlust überstehen |
Eine verbesserte Korrosionsbeständigkeit und erhöhte Festigkeit sind für die Einhaltung der Vorschriften unerlässlich.
Für medizinische und lebensmitteltaugliche Anwendungen ist eine wirksame Sterilisation erforderlich.
Bei komplexen oder anspruchsvollen Projekten stellt die Beratung mit den Experten von Welden sicher, dass Ihr Eloxalprozess alle technischen und behördlichen Anforderungen erfüllt. Das Team von Welden kann Ihnen dabei helfen, das Gleichgewicht zwischen Leistung, Kosten und Compliance zu finden und Lösungen zu liefern, die auf Ihre Branche zugeschnitten sind.

Das Eloxieren vom Typ II findet weitverbreitete Anwendung bei Konsumgütern, bei denen es sowohl auf das Aussehen als auch auf eine moderate Haltbarkeit ankommt. Hersteller wählen dieses Verfahren häufig für Artikel, die eine saubere, attraktive Oberfläche und eine Reihe von Farboptionen erfordern. Viele elektronische Geräte, wie Smartphone-Hüllen, Laptop-Gehäuse und Audiogeräte, verfügen über eloxierte Oberflächen vom Typ II. Diese Veredelung wertet nicht nur die Optik auf, sondern bietet auch eine Schutzschicht gegen Kratzer und Fingerabdrücke.
Haushaltswaren, darunter Küchenutensilien, Kochgeschirr und Beleuchtungskörper, profitieren von der Eloxierung Typ II. Das Verfahren ermöglicht lebendige Farben und eine glatte Oberfläche, wodurch diese Teile für Verbraucher attraktiver werden. Auch Sportartikel wie Fahrradkomponenten und Golfschläger nutzen diese Methode, um ein Gleichgewicht zwischen Ästhetik und Widerstandsfähigkeit gegenüber alltäglicher Beanspruchung zu erreichen. Unternehmen schätzen die Wiederholbarkeit und Kosteneffizienz des Eloxierens vom Typ II für die Massenproduktion bearbeiteter Aluminiumteile.
Die Eloxierung vom Typ III, auch Hartbeschichtungsanodisierung genannt, dient Branchen, die maximale Haltbarkeit und Schutz erfordern. Durch diesen Prozess entsteht eine dicke, dichte Oxidschicht, die rauen Umgebungen und starker Beanspruchung standhält. Viele Branchen verlassen sich bei kritischen Komponenten auf die Eloxierung vom Typ III.
Luft- und Raumfahrt: Fahrwerke und Hydrauliksysteme von Flugzeugen erfordern eine verbesserte Haltbarkeit und Korrosionsbeständigkeit.
Automobil: Motorteile und Getriebesysteme profitieren von verbesserter Leistung und Langlebigkeit.
Militär: Waffen, Munition und taktische Ausrüstung müssen extremen Bedingungen und häufiger Handhabung standhalten.
Marine: Bootsteile und Ausrüstung müssen vor Salzwasserkorrosion geschützt werden.
Industrie: Schwere Maschinen und Werkzeuge arbeiten in rauen Umgebungen und sind auf robuste Oberflächen angewiesen.
Diese Anwendungen zeigen, wie wichtig es ist, für Teile, die anspruchsvollen Betriebsbedingungen ausgesetzt sind, das richtige Eloxierungsverfahren auszuwählen.
Welden verfügt über umfangreiche Erfahrung in der Bereitstellung eloxierter Lösungen für eine Vielzahl von Branchen. Das Unternehmen hat kürzlich eine Partnerschaft mit einem Hersteller von Präzisionsmedizingeräten geschlossen. Der Kunde benötigte bearbeitete Aluminiumteile mit einer haltbaren, leicht zu reinigenden Oberfläche, die wiederholten Sterilisationszyklen standhalten konnte. Welden empfahl für diese Komponenten eine Eloxierung vom Typ III. Das Ergebnis war eine Oberfläche, die strenge Hygienestandards erfüllte und eine langfristige Beständigkeit gegen Verschleiß und Korrosion bot.
In einem anderen Projekt lieferte Welden eloxierte Gehäuse für Unterhaltungselektronik. Für den Kunden standen das Erscheinungsbild und das Branding im Vordergrund, weshalb Welden eine Eloxierung vom Typ II verwendete, um eine lebendige, einheitliche Farbe für alle Teile zu erzielen. Der Prozess stellte eine gleichbleibende Qualität und ein erstklassiges Erscheinungsbild sicher und half dem Kunden, sich auf einem wettbewerbsintensiven Markt abzuheben.
Die Fähigkeit von Welden, Eloxierungslösungen an spezifische Anforderungen anzupassen, stellt sicher, dass jedes Teil zuverlässig funktioniert, sei es in einem Krankenhaus, einer Fabrik oder dem Zuhause eines Verbrauchers.
Die Auswahl des richtigen Eloxierungsverfahrens für Aluminiumteile erfordert sorgfältige Planung und Liebe zum Detail. Viele Unternehmen erleiden Rückschläge aufgrund häufiger Fehler bei Spezifikation, Design oder Produktion. Das Verständnis dieser Fallstricke kann dazu beitragen, optimale Leistung und Kosteneffizienz sicherzustellen.
1. Anwendungsanforderungen außer Acht lassen
Viele Ingenieure entscheiden sich allein aufgrund der Kosten oder des Aussehens für eine Eloxierungsart. Dieser Ansatz kann zu vorzeitigem Verschleiß oder Korrosion führen. Passen Sie die Eloxierungsart immer an die Betriebsumgebung und die mechanischen Anforderungen des Teils an. Beispielsweise führt die Verwendung von Eloxierung vom Typ II für Teile, die starkem Abrieb oder Chemikalien ausgesetzt sind, oft zu einer schnellen Oberflächenverschlechterung.
2. Toleranzänderungen ignorieren
Durch Eloxieren werden Aluminiumoberflächen dicker. Wenn diese Dimensionsänderung nicht berücksichtigt wird, kann dies zu Problemen bei der Montage oder zur Ablehnung von Teilen führen. Geben Sie kritische Toleranzen unter Berücksichtigung der Eloxalschicht an. Wenden Sie sich frühzeitig in der Entwurfsphase an Ihren Eloxalanbieter, um kostspielige Nacharbeiten zu vermeiden.
3. Unzureichende Oberflächenvorbereitung
Oberflächenverunreinigungen wie Öl-, Fett- oder Oxidrückstände können die Qualität der eloxierten Oberfläche beeinträchtigen. Eine schlechte Vorbereitung führt zu ungleichmäßigen Beschichtungen, verringerter Korrosionsbeständigkeit und uneinheitlicher Farbe. Stellen Sie sicher, dass alle Teile vor dem Eloxieren einer gründlichen Reinigung und Inspektion unterzogen werden.
4. Missverständnis der Farbbeschränkungen
Die Eloxierung vom Typ III bietet aufgrund ihrer dichten Oxidschicht nur begrenzte Farboptionen. Der Versuch, mit Typ III lebendige oder individuelle Farben zu erzielen, führt häufig zu gedämpften oder inkonsistenten Oberflächen. Wählen Sie für Projekte, bei denen die Farbe entscheidend ist, die Eloxierung vom Typ II und kommunizieren Sie die Farbanforderungen klar.
5. Vernachlässigung der Versiegelung nach dem Eloxieren
Unversiegelte Eloxalschichten bleiben porös und anfällig für Flecken oder chemische Angriffe. Geben Sie immer eine Versiegelung sowohl für die Eloxierung vom Typ II als auch vom Typ III an, es sei denn, die Anwendung erfordert eine unversiegelte Oberfläche für die Verbindung oder Leitfähigkeit.
Tipp: Eine frühzeitige Zusammenarbeit mit Ihrem Eloxalpartner kann die meisten Spezifikationsfehler verhindern. Das Team von Welden berät Sie bei der Prozessauswahl, den Toleranzen und den Endbearbeitungsoptionen, um sicherzustellen, dass Ihre Teile alle funktionalen und ästhetischen Anforderungen erfüllen.
Übersichtstabelle: Hauptfehler und Lösungen
Fehler | Auswirkungen | Lösung |
|---|---|---|
Falsche Eloxierungsart | Vorzeitiger Ausfall | Passen Sie den Prozess an die Anwendung an |
Dicke/Toleranz wird ignoriert | Montageprobleme | Geben Sie die Toleranzen nach dem Eloxieren an |
Schlechte Oberflächenvorbereitung | Mangelhafte Verarbeitung | Sorgen Sie für eine gründliche Reinigung |
Unrealistische Farberwartungen | Unbefriedigendes Aussehen | Wählen Sie den richtigen Eloxierungstyp |
Versiegelung überspringen | Reduzierte Haltbarkeit | Geben Sie immer die Abdichtung an |
Wenn Sie diese Fehler vermeiden, erhalten Sie zuverlässige, qualitativ hochwertige eloxierte Teile. Das Fachwissen von Welden stellt sicher, dass jedes Projekt von Best Practices und branchenführendem Support profitiert.
Die Auswahl des richtigen Eloxalverfahrens für Ihr Projekt kann sich komplex anfühlen, aber ein strukturierter Ansatz vereinfacht die Entscheidung. Nutzen Sie die folgende Checkliste, um Ihre Anforderungen zu bewerten und sie dem am besten geeigneten Verfahren für Ihre Aluminiumteile zuzuordnen.
Entscheidungspunkt | Was Sie beachten sollten |
|---|---|
Primärer Fehlermodus | Ist das Hauptrisiko Korrosion, Abrieb, Ermüdung oder chemische Einwirkung? |
Serviceumgebung | Kann das Teil drinnen, draußen oder in einer sterilen Umgebung betrieben werden? |
Maßtoleranz | Erfordert Ihr Design enge Toleranzen? Typ III fügt mehr Dicke hinzu und erfordert möglicherweise Anpassungen. |
Elektrische Leitfähigkeit | Ist für die Anwendung eine Erdung oder ein elektrischer Kontakt erforderlich? Möglicherweise ist eine spezielle Verarbeitung erforderlich. |
Identifizieren Sie die größte Bedrohung für die Leistung Ihres Teils. Korrosion und Abrieb erfordern unterschiedliche Schutzniveaus.
Bewerten Sie die Umgebung. Im Freien oder in rauen Umgebungen ist häufig die erhöhte Haltbarkeit von Typ III erforderlich.
Überprüfen Sie Ihre Maßanforderungen. Typ II eignet sich besser für enge Toleranzen, während Typ III möglicherweise Konstruktionsänderungen erfordert.
Berücksichtigen Sie die elektrischen Anforderungen. Einige Anwendungen erfordern leitfähige Oberflächen, was sich auf die Wahl der Eloxierung auswirken kann.
Tipp: Ein klares Verständnis dieser Faktoren führt zu einem zuverlässigeren und kostengünstigeren Ergebnis.
Bestimmte Projekte erfordern mehr als eine Checkliste. Durch die Beratung durch einen Eloxalspezialisten wird sichergestellt, dass Ihre Aluminiumteile das optimale Finish für den vorgesehenen Verwendungszweck erhalten. Das Team von Welden bietet Beratung in jeder Phase, vom Entwurf bis zur Endkontrolle.
Faktor | Warum es wichtig ist |
|---|---|
Gewünschte Eigenschaften | Bedarf an maximaler Korrosionsbeständigkeit, erhöhter Härte oder anderen spezifischen Eigenschaften. |
Verwendungszweck und Industriestandards | Anwendungen mit strengen gesetzlichen oder branchenspezifischen Anforderungen, beispielsweise in der Luft- und Raumfahrt oder der Medizin. |
Design & Geometrie | Komplexe Formen oder große Teile erfordern möglicherweise eine maßgeschneiderte Bearbeitung für gleichmäßige Beschichtungen. |
Umwelt- und Regulierungsbedenken | Nachhaltigkeitsziele oder Beschränkungen für bestimmte Chemikalien können die Prozessauswahl beeinflussen. |
Budget | Hochleistungsbeschichtungen können die Kosten erhöhen; Fachkundige Beratung hilft dabei, Leistung und Preis in Einklang zu bringen. |
Wenden Sie sich an einen Experten, wenn Ihr Projekt einzigartige Umgebungen, komplexe Geometrien oder strenge Compliance-Anforderungen umfasst.
Eine frühzeitige Beratung hilft, kostspielige Fehler zu vermeiden und stellt sicher, dass Ihre Teile alle technischen und behördlichen Standards erfüllen.
Die Spezialisten von Welden helfen Ihnen gerne bei der Steuerung des Eloxierungsprozesses. Ihr Fachwissen unterstützt Sie dabei, das richtige Gleichgewicht zwischen Haltbarkeit, Aussehen und Kosten für Ihre Anwendung zu erreichen.
Indem Sie diesem Leitfaden folgen und bei Bedarf Expertenrat einholen, können Sie sicher die beste Eloxierungslösung für Ihre Aluminiumteile auswählen.
Die Wahl zwischen Eloxierung Typ II und Typ III hängt von mehreren kritischen Faktoren ab. Die folgende Tabelle hebt die wichtigsten Überlegungen hervor:
Faktor | Eloxieren vom Typ II | Eloxieren vom Typ III |
|---|---|---|
Anwendung | Leichte, weniger harte Einstellungen | Extreme Bedingungen, hoher Verschleiß |
Ästhetik | Lebendige Farben, dekorativ | Begrenzte Farben, natürliches Finish |
Budget | Kostengünstig | Höhere Kosten, robuster Schutz |
Produktionszeitplan | Schnellere Bearbeitung | Längere Bearbeitung |
Die Auswahl des richtigen Eloxierungsverfahrens stellt sicher, dass Ihre Teile die Leistungs- und Erscheinungsbildziele erfüllen. Bei komplexen Projekten wenden Sie sich an einen Spezialisten wie Welden und nutzen Sie die bereitgestellte Checkliste als Entscheidungshilfe.
Beim Eloxieren vom Typ II entsteht eine dünnere, dekorative Oxidschicht. Typ III, auch Hardcoat-Anodisierung genannt, erzeugt eine viel dickere und härtere Oberfläche. Typ III bietet eine hervorragende Verschleiß- und Korrosionsbeständigkeit und eignet sich daher für anspruchsvolle Industrieanwendungen.
Ja, eloxierte Teile vom Typ II können im Freien verwendet werden. Sie erbringen jedoch die beste Leistung in milden Umgebungen. Bei rauen oder stark korrosiven Bedingungen bietet die Eloxierung vom Typ III einen besseren Langzeitschutz.
Die Eloxierung vom Typ II unterstützt aufgrund ihrer porösen Oxidschicht eine breite Palette lebendiger Farben. Beim Eloxieren vom Typ III ist die Farbauswahl begrenzt, normalerweise Grau, Schwarz oder Dunkelbronze, da die dichte Schicht weniger Farbstoff absorbiert.
Durch Eloxieren wird die Aluminiumoberfläche dicker. Typ II erhöht die Dicke um 5–25 µm, während Typ III 25–100 µm hinzufügt. Berücksichtigen Sie diese Änderung immer während der Entwurfsphase, um die richtigen Toleranzen einzuhalten.
Eloxieren gilt als umweltfreundlich. Der Prozess erzeugt eine ungiftige, dauerhafte Oberfläche und erzeugt minimalen Abfall. Welden befolgt strenge Umweltkontrollen, um ein verantwortungsvolles Chemikalienmanagement und einen verantwortungsvollen Energieverbrauch sicherzustellen.
Ja, Welden bietet maßgeschneiderte Eloxierungsdienste an. Das Team passt Dicke, Farbe und Finish an die spezifischen Projektanforderungen an. Welden bietet auch fachkundige Beratung an, um Sie bei der Auswahl des besten Prozesses für Ihre Anwendung zu unterstützen.
Nutzen Sie diese Kurzanleitung:
Erfordernis | Empfohlener Typ |
|---|---|
Dekorativer Abschluss | Typ II |
Hohe Verschleißfestigkeit | Typ III |
Enge Toleranzen | Typ II |
Raue Umgebungen | Typ III |
Wenden Sie sich für komplexe oder anspruchsvolle Projekte an Welden.

